
玻璃瓶底部喷釉、低温贴烤花工艺花纸附着力差的 原因分析及改进方法研究
四川中科玻璃有限公司 肖相军
玻璃白酒瓶底部喷釉、低温贴烤花工艺在整个白酒玻璃瓶包装行业中,是最为常见的一种深加工工艺,其特点为颜色多样、鲜艳、花纸不会反铅变色等,但缺点在于烤花标或喷釉附着力不稳定。
一、深加工常规生产工艺介绍及分析
1、常规生产工艺流程

常规生产工艺为先喷底部釉,再贴花、烤花,该工艺之所以称为常规生产工艺,其主要因素为生产工序组合合理、简洁、生产效率高、生产成本相对最低。但该工艺也存在弊端,对花纸的质量要求较高,需保证花纸附着力较为稳定才能满足该工艺的生产。
2、影响该工艺附着力稳定性的原因分析
该工艺采用先喷底部釉,在喷底部釉前需先用 PE 胶套(治具)遮盖住不需要喷釉的位置,把瓶子底部留出来喷釉。喷釉后需要用 200℃左右的温度进行烘烤约 20~30 分钟,把釉漆烤至 90%以上的干度。而在烘烤过程中受高温影响,PE 胶套中的有机物挥发到玻璃瓶表面,导致瓶子表面贴花后花纸附着力变差。挥发物的多少受 PE 胶套的材质、使用时间及烘烤温度的影响。即PE 胶套使用的时间越长,老化就越严重,挥发的有机物就越多,影响玻璃瓶表面花纸附着力就越严重。
二、深加工特殊生产工艺介绍及分析
1、特殊生产工艺流程
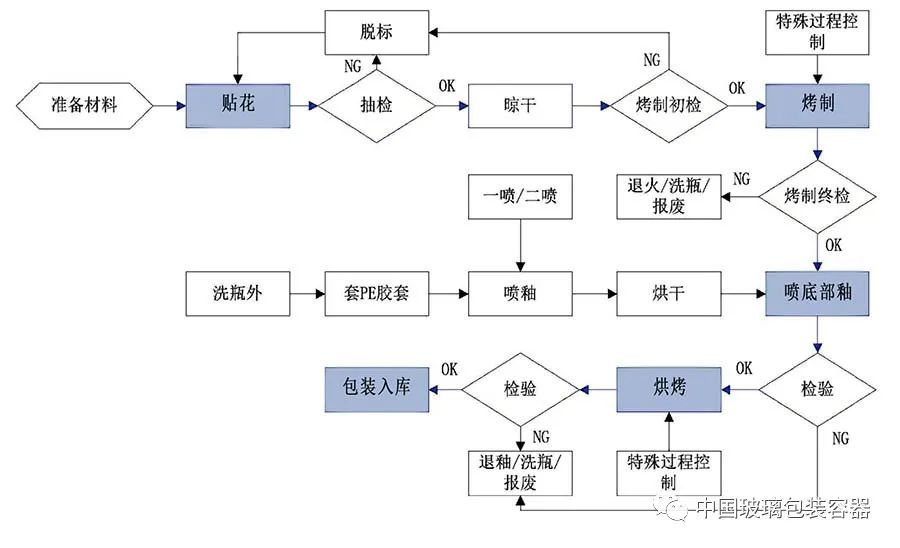
特殊生产工艺为先贴花、烤花再喷底部釉,该工艺之所以称为特殊生产工艺,其主要因素为生产工序组合复杂、重复、生产效率及成本相对较高。
优点是能够很好的确保花纸附着力,缺点是底部釉漆附着力不易控制,不稳定。
2、影响该工艺附着力稳定性的原因分析
该工艺为先贴花、烤花,再喷底部釉。因玻璃瓶表面没有受到 PE 胶套的影响,表面干净、清洁,故贴花、烤花附着力很稳定,但在贴花过程中花纸水会流到玻璃瓶底部,因花纸水中含有黏稠物,流到玻璃瓶底部后不易处理干净,从而在喷釉后釉漆附着力受到影响。同时因喷釉线自带的烘烤箱较短,烘烤时间不足(烘烤干度约 90%),需要再次放入烤花炉内进行烘烤,以完全固化釉漆提高附着力,工作效率较慢,且因重复烘烤,会导致花纸韧性变差、烫金开裂等问题,同时因重复操作,更容易因人为原因造成玻璃瓶撞伤、磨花等缺陷。
三、低温花纸生产工艺介绍及分析
1、低温花纸油墨性能介绍分析
影响低温花纸附着力的主要因素为花纸印刷油墨,而低温花纸的油墨性能分为三种,一种为 UV 型油墨(热光源),一种为 LED 型油墨(冷光源),一种为溶剂型油墨。
UV 型油墨(即紫外线干燥固化油墨),是指在一定波长的紫外光线照射下,油墨中的光聚合引发剂吸收一定波长的光子后转为游离态分子的自由基,通过分子间能量的传递,使聚合性预聚物和感光性单体变为激发态,产生电荷转移络合体,结合时间不断交联聚合,使液态油墨瞬间转变成固态,从而完成干燥固化的油墨。该种油墨目前在花纸厂家使用较少,其主要原因为光固能耗大,成本高且不环保(产生 VOCs)。
LED 型油墨的固化原理与 UV 型油墨基本相似,区别在于 UV 型油墨是采用热光源光固化,而 LED 型油墨是采用冷光源光固化。即 UV 型油墨使用时排热导管开关灯需要预热,并且会产生臭氧。而 LED 型油墨能在波长(365nm、385nm、395nm)下,实现瞬间开关灯固化,无臭氧产生,消耗的电力约为传统UV 型油墨的四分之一。
溶剂型油墨是较为传统的一种油墨,以溶剂为基础,靠溶剂的蒸发而固化。固化时间较慢,严重影响花纸的生产效率,但其优点为使用该油墨印刷的花纸烤制后韧性较好,不“脆”。在低温花纸印刷中,通常会将 LED 油墨和溶剂型油墨相互搭配使用。比如印刷一款花纸的工序如下图:
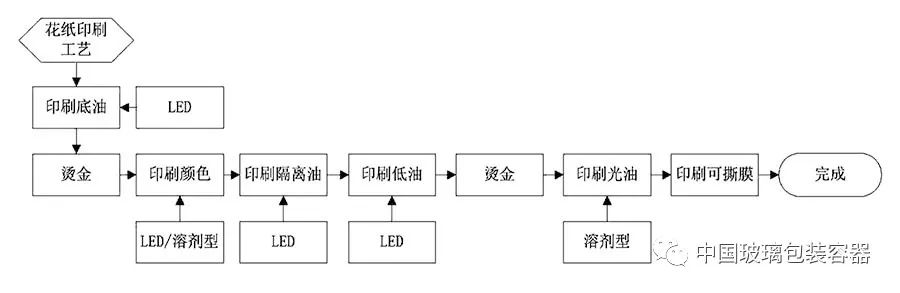
在此过程中,使用 LED 油墨越多,光固化的次数就越多,花纸就会变得越“脆”,韧性越差,受印刷层次多少的影响。即在花纸印刷过程中,如果全部选择溶剂型油墨印刷,效率及产能非常低,无法缩短交货周期;如果全部选择 LED 型油墨则印刷速度非常快,产能高,但花纸韧性差,不耐撞,在生产、灌装过程中积易造成花纸撞脱落。故花纸生产厂家一般会采取 LED 型和溶剂型油墨同时搭配使用。
2、低温花纸附着力差分析
在白玻璃瓶上贴烤低温花纸,其附着力差是整个低温花纸行业的瓶颈,特别是低温花纸耐水性差。低温花纸的附着力来源于花纸底油,而花纸底油中所含硅油在潮湿环境下,易出现“硅潮解”,导致花纸附着力变差,即产品在生产存放一段时间后,花纸的附着力会随着库存时间的增长而逐渐变差,受环境湿度影响较大,特别是在每年的 6-7 月梅雨季节表现更为明显。
四、其它影响花纸附着力的因素分析
1、烤制温度对花纸光油存在一定影响,烤制次数增多和温度偏高均可能导致花纸光油变脆,影响花纸韧性。
2、低温烤花产品的可撕膜在烤制前实施揭膜,对花纸贴合效果有一定影响,
继而导致花纸附着力变差。
3、花纸使用原材料及花纸工艺调配细节差异,也可能影响花纸附着力效果。
4、贴花时花纸水未刮尽或花纸浸泡时间过长,导致花纸未贴实也是影响花纸附着力的因素之一。
五、玻璃瓶底部喷釉、低温烤花附着力差的改进方向
1、现有工艺改进
由花纸供方从花纸原材料的性能及花纸生产工艺上进行调整。花纸供方结合他的上游(油墨供方)共同研究适应性更强的油墨增加花纸附着力;调整花纸生产印刷工艺(选择最优的油墨印刷组合方式)解决花纸韧性问题。
目前已对供方调整油墨配方及印刷工艺后的花纸进行了测试,其附着力及韧性都得到了很好的改善,还需批量测试附着力的稳定性及存储质量变化。
选择先贴烤花再喷底部釉的深加工工艺,同时控制喷釉 PE 胶套的使用寿命,同一批 PE 胶套原使用寿命为喷 50 万只产品,现更改为喷 40 万只,且生产 20 万只产品后对其内壁清洗一次,以减少有机物的析出。并在喷釉前清洗玻璃瓶表面,保证玻璃瓶底部釉漆附着力。
原花纸烤制温度统一为 185℃~190℃,现将根据不同供方的花纸通过小批量试烤调整确认最佳烤制温度后,在实施批量生产。
将揭可撕膜工序调整到烤制之后实施,以避免烤制前揭可撕膜时将花纸揭松或残缺,影响花纸附着力。
2、创新工艺改进
因花纸工艺调整过程中存在较多不稳定性因素,以及喷釉过程中使用的PE 胶套也存在不确定性的风险,故取消 PE 胶套的使用,将深加工工艺“底部喷釉+贴烤花”改为“底部喷渐变釉+喷光油+贴烤花”,减少影响玻璃瓶花纸附着力的外部因素(该工艺需得到客户的认可后再实施)。